[gtranslate]
ಮೆನು
Close
ಕೋಲ್ಡ್ ವರ್ಕ್ ಟೂಲ್ ಸ್ಟೀಲ್ ಕೋಣೆಯ ಉಷ್ಣಾಂಶದಲ್ಲಿ ಲೋಹಗಳನ್ನು ರೂಪಿಸಲು ಮತ್ತು ವಿರೂಪಗೊಳಿಸಲು ಬಳಸುವ ಉಕ್ಕನ್ನು ಸೂಚಿಸುತ್ತದೆ. ಈ ಉಕ್ಕು ಹೆಚ್ಚಿನ ಒತ್ತಡದ ಕೆಲಸದ ಪರಿಸ್ಥಿತಿಗಳನ್ನು ಸಹಿಸಿಕೊಳ್ಳಬೇಕು, ಹೆಚ್ಚಿನ ಗಡಸುತನ ಮತ್ತು ಧರಿಸುವ ಪ್ರತಿರೋಧದ ಅಗತ್ಯವಿರುತ್ತದೆ, ಜೊತೆಗೆ ಸಾಕಷ್ಟು ಶಕ್ತಿ ಮತ್ತು ಕಠಿಣತೆ.
ಕೋಲ್ಡ್ ವರ್ಕ್ ಟೂಲ್ ಸ್ಟೀಲ್ ಸಾಮಾನ್ಯವಾಗಿ ಉತ್ತಮ ಗಡಸುತನವನ್ನು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು ಮತ್ತು ಪ್ರತಿರೋಧವನ್ನು ಧರಿಸುವುದನ್ನು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು ಹೆಚ್ಚಿನ ಇಂಗಾಲದ ಅಂಶವನ್ನು ಹೊಂದಿರುತ್ತದೆ. ವರ್ಧಿತ ಪ್ರಭಾವದ ಪ್ರತಿರೋಧದ ಅಗತ್ಯವಿರುವ ಅಚ್ಚುಗಳಿಗೆ, ಮಧ್ಯಮ ಇಂಗಾಲದ ಉಕ್ಕನ್ನು ಬಳಸಬಹುದು, ಇದನ್ನು ಹೆಚ್ಚಾಗಿ ಬಿಸಿ ಕೆಲಸದ ಸಾಧನ ಉಕ್ಕಿನೊಂದಿಗೆ ಬದಲಿಸಲಾಗುತ್ತದೆ. ಸಿಆರ್, ಎಂಒ, ಡಬ್ಲ್ಯೂ, ಮತ್ತು ವಿ ನಂತಹ ಮಿಶ್ರಲೋಹದ ಅಂಶಗಳನ್ನು ಗಟ್ಟಿಯಾದ ಸಾಮರ್ಥ್ಯವನ್ನು ಸುಧಾರಿಸಲು ಮತ್ತು ಪ್ರತಿರೋಧವನ್ನು ಧರಿಸುತ್ತಾರೆ, ಇದು ಹೆಚ್ಚಿನ-ಉಡುಗೆ ಅನ್ವಯಿಕೆಗಳಿಗೆ ಸೂಕ್ತವಾಗಿದೆ.
ಹೆಚ್ಚಿನ ಉಡುಗೆ ಪ್ರತಿರೋಧ: ಕೋಲ್ಡ್ ವರ್ಕ್ ಟೂಲ್ ಸ್ಟೀಲ್ ಅಚ್ಚು ಮೇಲ್ಮೈ ಮತ್ತು ವರ್ಕ್ಪೀಸ್ ನಡುವೆ ವ್ಯಾಪಕ ಘರ್ಷಣೆಯ ಹೊರತಾಗಿಯೂ ಕಡಿಮೆ ಮೇಲ್ಮೈ ಒರಟುತನ ಮತ್ತು ಹೆಚ್ಚಿನ ಆಯಾಮದ ನಿಖರತೆಯನ್ನು ಕಾಪಾಡಿಕೊಳ್ಳಬೇಕು. ಹೆಚ್ಚಿನ ಗಡಸುತನ (ವರ್ಕ್ಪೀಸ್ಗಿಂತ 30% -50% ಹೆಚ್ಚಾಗಿದೆ) ಮತ್ತು ಮೃದುವಾದ ಮಾರ್ಟೆನ್ಸೈಟ್ ಅಥವಾ ಬೈನೈಟ್ ರಚನೆಗಳ ಮೂಲಕ ಇದನ್ನು ಸಾಧಿಸಲಾಗುತ್ತದೆ, ಇದನ್ನು ಉತ್ತಮವಾದ, ಏಕರೂಪದ ಕಾರ್ಬೈಡ್ಗಳೊಂದಿಗೆ ವಿತರಿಸಲಾಗುತ್ತದೆ. ವಿಶಿಷ್ಟವಾಗಿ, ಇಂಗಾಲದ ಅಂಶವು 0.60%ಕ್ಕಿಂತ ಹೆಚ್ಚಾಗಿದೆ.
ಹೆಚ್ಚಿನ ಶಕ್ತಿ ಮತ್ತು ಕಠಿಣತೆ: ವಿರೂಪ ಮತ್ತು ಒಡೆಯುವಿಕೆಯನ್ನು ವಿರೋಧಿಸಲು ಅಚ್ಚು ಭಾಗಗಳಿಗೆ ಕರ್ಷಕ ಮತ್ತು ಸಂಕೋಚಕ ಇಳುವರಿ ಬಿಂದುಗಳಿಂದ ಸೂಚಿಸಲಾದ ಸಾಮರ್ಥ್ಯವು ನಿರ್ಣಾಯಕವಾಗಿದೆ. ಹೊಡೆತಗಳು ಮತ್ತು ಕೋಲ್ಡ್ ಶಿರೋನಾಮೆ ಸಾಯುವಂತಹ ಹೆಚ್ಚಿನ ಪ್ರಭಾವದ ಹೊರೆಗಳಿಗೆ ಒಳಪಟ್ಟ ಅಚ್ಚುಗಳಿಗೆ, ಕಠಿಣತೆಗೆ ಆದ್ಯತೆ ನೀಡಲಾಗುತ್ತದೆ. ಸಣ್ಣ ಪುನರಾವರ್ತಿತ ಪ್ರಭಾವದ ಹೊರೆಗಳ ಅಡಿಯಲ್ಲಿರುವವರಿಗೆ, ಆಯಾಸದ ಪ್ರತಿರೋಧವು ಮುಖ್ಯವಾಗಿದೆ.
ಗಾಲ್ ಪ್ರತಿರೋಧ: ಗಾಲ್ ಪ್ರತಿರೋಧವು "ಕೋಲ್ಡ್ ವೆಲ್ಡಿಂಗ್" ಅನ್ನು ವಿರೋಧಿಸುವ ಸಾಮರ್ಥ್ಯವನ್ನು ಅಳೆಯುತ್ತದೆ. ಹೆಚ್ಚಿನ ನಿರ್ಣಾಯಕ ಗ್ಯಾಲಿಂಗ್ ಲೋಡ್ ಎಂದರೆ ಉತ್ತಮ ಪ್ರತಿರೋಧ.
ಶಾಖ ಮೃದುಗೊಳಿಸುವ ಪ್ರತಿರೋಧ: ಶಾಖವು ಗಡಸುತನ, ವಿರೂಪ ಪ್ರತಿರೋಧ ಮತ್ತು ಲೋಡಿಂಗ್ ಸಮಯದಲ್ಲಿ ಪ್ರತಿರೋಧವನ್ನು ಹೇಗೆ ಪರಿಣಾಮ ಬೀರುತ್ತದೆ ಎಂಬುದನ್ನು ಇದು ಅಳೆಯುತ್ತದೆ. ಸೂಚಕಗಳಲ್ಲಿ ಮೃದುಗೊಳಿಸುವ ತಾಪಮಾನ (° C) ಮತ್ತು ದ್ವಿತೀಯಕ ಗಟ್ಟಿಯಾಗುವಿಕೆ ಗಡಸುತನ (ಎಚ್ಆರ್ಸಿ) ಸೇರಿವೆ.
ಪ್ರಕ್ರಿಯೆಯ ಕಾರ್ಯಕ್ಷಮತೆ ಉತ್ಪಾದನಾ ಚಕ್ರಗಳು ಮತ್ತು ವೆಚ್ಚಗಳ ಮೇಲೆ ಪರಿಣಾಮ ಬೀರುತ್ತದೆ. ಪ್ರಮುಖ ಅಂಶಗಳು ಸೇರಿವೆ:
ನಕಲಿ ಪ್ರಕ್ರಿಯೆ: ಕಾರ್ಬೈಡ್ ಪ್ರತ್ಯೇಕತೆಯಂತಹ ಆಂತರಿಕ ದೋಷಗಳನ್ನು ಸುಧಾರಿಸುವಾಗ, ಹಾನಿಕಾರಕ ಕಲ್ಮಶಗಳನ್ನು ಕಡಿಮೆ ಮಾಡುವುದು ಮತ್ತು ಉಕ್ಕಿನ ರಚನೆಯನ್ನು ಹೆಚ್ಚಿಸುವಾಗ, ಯಂತ್ರ ಭತ್ಯೆ ಮತ್ತು ಉಕ್ಕಿನ ಬಳಕೆಯನ್ನು ಫೋರ್ಜಿಂಗ್ ಕಡಿಮೆ ಮಾಡುತ್ತದೆ. ಉತ್ತಮ ಮರೆತುಹೋಗುವಿಕೆ ಎಂದರೆ ಕಡಿಮೆ ಬಿಸಿ ಖೋಟಾ ವಿರೂಪ ಪ್ರತಿರೋಧ, ಉತ್ತಮ ಪ್ಲಾಸ್ಟಿಟಿ, ವಿಶಾಲವಾದ ಫಾರ್ಡಿಂಗ್ ತಾಪಮಾನದ ವ್ಯಾಪ್ತಿ ಮತ್ತು ನೆಟ್ವರ್ಕ್ ಕಾರ್ಬೈಡ್ಗಳನ್ನು ಭೇದಿಸುವ ಅಥವಾ ಅವಕ್ಷೇಪಿಸುವ ಕನಿಷ್ಠ ಪ್ರವೃತ್ತಿ.
ಯಂತ್ರೋಪಕರಣಗಳು: ಕೋಲ್ಡ್ ವರ್ಕ್ ಟೂಲ್ ಸ್ಟೀಲ್, ಪ್ರಾಥಮಿಕವಾಗಿ ಹೈಪರೆಟೆಕ್ಟಾಯ್ಡ್ ಮತ್ತು ಲೆಡೆಬರ್ಟಿಕ್ ಸ್ಟೀಲ್ಗಳು ಸಾಮಾನ್ಯವಾಗಿ ಯಂತ್ರಕ್ಕೆ ಸವಾಲಾಗಿರುತ್ತವೆ. ಸರಿಯಾದ ಶಾಖ ಚಿಕಿತ್ಸೆಯು ಯಂತ್ರೋಪಕರಣಗಳನ್ನು ಹೆಚ್ಚಿಸುತ್ತದೆ, ಆದರೆ ಹೆಚ್ಚಿನ ಮೇಲ್ಮೈ ಗುಣಮಟ್ಟದ ಅಚ್ಚುಗಳು ಎಸ್ ಮತ್ತು ಸಿಎಯಂತಹ ಅಂಶಗಳನ್ನು ಒಳಗೊಂಡಿರುವ ಉಚಿತ-ಕತ್ತರಿಸುವ ಉಕ್ಕನ್ನು ಬಳಸಬಹುದು.
ಶಾಖ ಚಿಕಿತ್ಸೆಯ ಪ್ರಕ್ರಿಯೆ: ಇದು ಗಟ್ಟಿಯಾಗುವಿಕೆ, ಗಟ್ಟಿಯಾಗುವುದು ಸಾಮರ್ಥ್ಯ, ಉದ್ವೇಗ ಪ್ರತಿರೋಧ, ಅತಿಯಾದ ಬಿಸಿಯಾಗುವುದು, ಆಕ್ಸಿಡೀಕರಣ, ಡಿಕಾರ್ಬರೈಸೇಶನ್ ಪ್ರವೃತ್ತಿಗಳು, ವಿರೂಪಗೊಳಿಸುವಿಕೆ ಮತ್ತು ಕ್ರ್ಯಾಕಿಂಗ್ ಪ್ರವೃತ್ತಿಗಳನ್ನು ಒಳಗೊಂಡಿರುತ್ತದೆ.
ಕೋಲ್ಡ್ ವರ್ಕ್ ಟೂಲ್ ಸ್ಟೀಲ್ ಅದರ ಅತ್ಯುತ್ತಮ ಗಡಸುತನ, ಧರಿಸುವ ಪ್ರತಿರೋಧ ಮತ್ತು ಕೋಣೆಯ ಉಷ್ಣಾಂಶದಲ್ಲಿ ಕಠಿಣತೆಯಿಂದಾಗಿ ವಿವಿಧ ಕೈಗಾರಿಕೆಗಳಲ್ಲಿ ಅನಿವಾರ್ಯವಾಗಿದೆ. ಉದ್ಯಮದಿಂದ ವರ್ಗೀಕರಿಸಲ್ಪಟ್ಟ ಪ್ರಾಥಮಿಕ ಅಪ್ಲಿಕೇಶನ್ಗಳು ಇಲ್ಲಿವೆ:
ಸ್ಟ್ಯಾಂಪಿಂಗ್ ಡೈಸ್: ಆಟೋಮೋಟಿವ್ ಬಾಡಿ ಭಾಗಗಳನ್ನು ಉತ್ಪಾದಿಸಲು ಅವಶ್ಯಕ, ಕೋಲ್ಡ್ ವರ್ಕ್ ಟೂಲ್ ಸ್ಟೀಲ್ ಹೆಚ್ಚಿನ ನಿಖರತೆ ಮತ್ತು ಬಾಳಿಕೆಯನ್ನು ಖಾತ್ರಿಗೊಳಿಸುತ್ತದೆ.
ಕೋಲ್ಡ್ ಶಿರೋನಾಮೆ ಸಾಯುತ್ತದೆ: ಬೋಲ್ಟ್, ಸ್ಕ್ರೂಗಳು ಮತ್ತು ರಿವೆಟ್ ತಯಾರಿಸಲು ಬಳಸಲಾಗುತ್ತದೆ, ವಾಹನ ಜೋಡಣೆಗೆ ನಿರ್ಣಾಯಕ.
ಹೊಡೆತಗಳು ಮತ್ತು ಡೈಸ್: ಸಣ್ಣ ಭಾಗಗಳು ಮತ್ತು ಘಟಕಗಳನ್ನು ಉತ್ಪಾದಿಸಲು ಕಾರ್ಯಾಚರಣೆಗಳನ್ನು ಕತ್ತರಿಸಿ ರಚಿಸುವಲ್ಲಿ.
ಶೀಟ್ ಮೆಟಲ್ ರಚನೆ ಸಾಧನಗಳು: ವಿಮಾನ ದೇಹದ ಭಾಗಗಳನ್ನು ರೂಪಿಸುವಲ್ಲಿ ಬಳಸಲಾಗುತ್ತದೆ, ಹೆಚ್ಚಿನ ಶಕ್ತಿಯನ್ನು ಖಾತ್ರಿಪಡಿಸುತ್ತದೆ ಮತ್ತು ಪ್ರತಿರೋಧವನ್ನು ಧರಿಸುತ್ತದೆ.
ಟ್ರಿಮ್ಮಿಂಗ್ ಡೈಸ್: ಖೋಟಾ ಅಥವಾ ಎರಕಹೊಯ್ದ ಏರೋಸ್ಪೇಸ್ ಘಟಕಗಳಿಂದ ಹೆಚ್ಚುವರಿ ವಸ್ತುಗಳನ್ನು ಟ್ರಿಮ್ಮಿಂಗ್ ಮಾಡಲು, ಬಿಗಿಯಾದ ಸಹಿಷ್ಣುತೆಗಳನ್ನು ಮತ್ತು ಸ್ವಚ್ finishes ವಾದ ಪೂರ್ಣಗೊಳಿಸುವಿಕೆಗಳನ್ನು ಕಾಪಾಡಿಕೊಳ್ಳಲು.
Cold Extrusion Dies: Used to produce high-strength aerospace fasteners and other components with complex shapes.
ಬರಿಯ ಬ್ಲೇಡ್ಗಳು: ಕಟ್ಟಡ ನಿರ್ಮಾಣಕ್ಕಾಗಿ ಬಲವರ್ಧನೆಯ ಬಾರ್ಗಳು ಮತ್ತು ರಚನಾತ್ಮಕ ಉಕ್ಕಿನ ಹಾಳೆಗಳನ್ನು ಕತ್ತರಿಸುವಲ್ಲಿ ಬಳಸಲಾಗುತ್ತದೆ.
ಡ್ರಾಯಿಂಗ್ ಡೈಸ್: ನಿರ್ಮಾಣ-ದರ್ಜೆಯ ತಂತಿಗಳು ಮತ್ತು ಕೇಬಲ್ಗಳನ್ನು ಉತ್ಪಾದಿಸಲು, ಸ್ಥಿರವಾದ ವ್ಯಾಸ ಮತ್ತು ಮೇಲ್ಮೈ ಮುಕ್ತಾಯವನ್ನು ಖಾತ್ರಿಪಡಿಸುತ್ತದೆ.
ಖಾಲಿ ಡೈಸ್: ರಚನಾತ್ಮಕ ಘಟಕಗಳಿಗಾಗಿ ಉಕ್ಕಿನ ಹಾಳೆಗಳಿಂದ ಆಕಾರಗಳನ್ನು ಕತ್ತರಿಸಲು ಬಳಸಲಾಗುತ್ತದೆ.
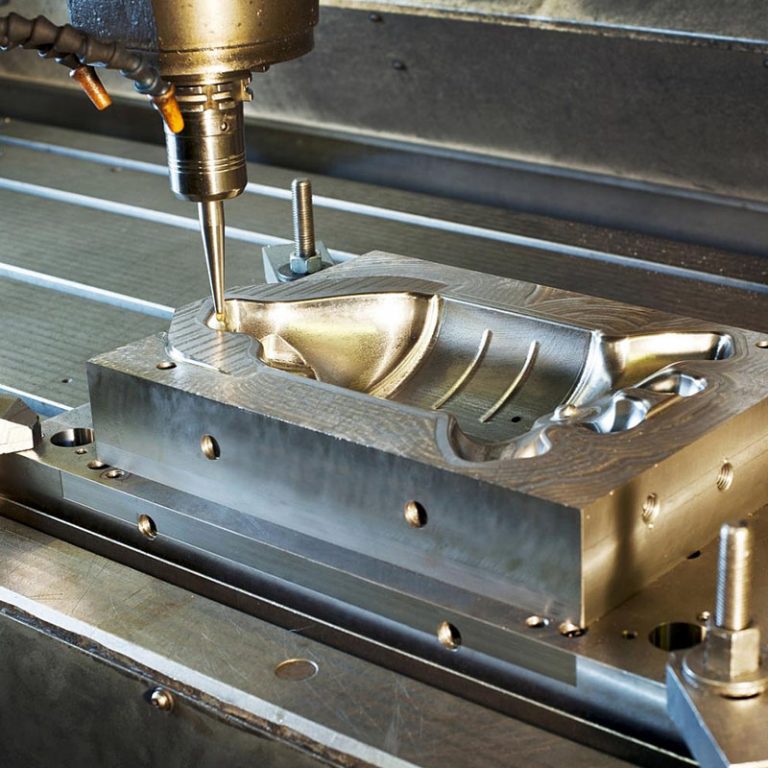
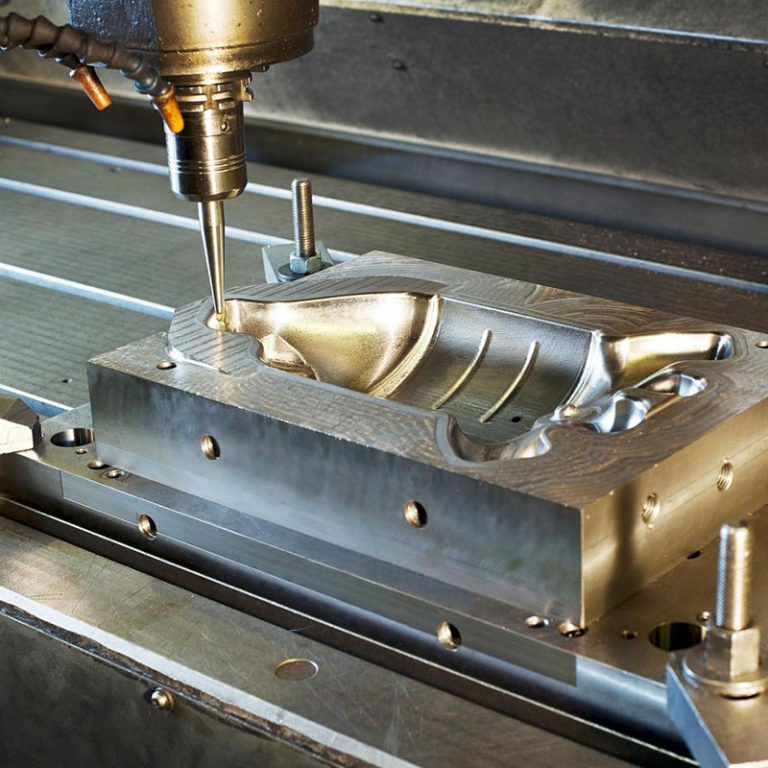
ಅಚ್ಚು ಒಳಸೇರಿಸುವಿಕೆಗಳು ಮತ್ತು ಡೈಸ್: ಪ್ಲಾಸ್ಟಿಕ್ ಇಂಜೆಕ್ಷನ್ ಮೋಲ್ಡಿಂಗ್ ಮತ್ತು ಡೈ ಕಾಸ್ಟಿಂಗ್ಗಾಗಿ ಅಚ್ಚುಗಳನ್ನು ಉತ್ಪಾದಿಸಲು ಬಳಸಲಾಗುತ್ತದೆ, ಹೆಚ್ಚಿನ ಬಾಳಿಕೆ ಮತ್ತು ನಿಖರತೆಯನ್ನು ಖಾತ್ರಿಗೊಳಿಸುತ್ತದೆ.
ರೋಲ್ಗಳನ್ನು ರೂಪಿಸುವುದು: ವಿವಿಧ ಅಪ್ಲಿಕೇಶನ್ಗಳಿಗೆ ಲೋಹದ ಪ್ರೊಫೈಲ್ಗಳು ಮತ್ತು ಆಕಾರಗಳನ್ನು ಉತ್ಪಾದಿಸಲು ರೋಲ್ ರೂಪಿಸುವ ಪ್ರಕ್ರಿಯೆಗಳಲ್ಲಿ ಬಳಸಲಾಗುತ್ತದೆ.
ಥ್ರೆಡ್ ರೋಲಿಂಗ್ ಸಾಯುತ್ತದೆ: ಪರಿಕರಗಳು ಮತ್ತು ಫಾಸ್ಟೆನರ್ಗಳಲ್ಲಿ ಎಳೆಗಳನ್ನು ರೂಪಿಸಲು, ಬಾಳಿಕೆ ಮತ್ತು ನಿಖರತೆಯನ್ನು ಖಾತ್ರಿಪಡಿಸುತ್ತದೆ.
ಕತ್ತರಿಸುವ ಪರಿಕರಗಳು: ಕಡಿತ ಸಾಧನಗಳಾದ ಡ್ರಿಲ್ಗಳು, ರೀಮರ್ಗಳು ಮತ್ತು ಎಂಡ್ ಮಿಲ್ಗಳಂತಹ ಕತ್ತರಿಸುವ ಸಾಧನಗಳನ್ನು ತಯಾರಿಸಲು ಕೋಲ್ಡ್ ವರ್ಕ್ ಟೂಲ್ ಸ್ಟೀಲ್ ಸೂಕ್ತವಾಗಿದೆ, ಹೆಚ್ಚಿನ ಕತ್ತರಿಸುವ ಕಾರ್ಯಕ್ಷಮತೆ ಮತ್ತು ದೀರ್ಘಾಯುಷ್ಯವನ್ನು ಖಾತ್ರಿಗೊಳಿಸುತ್ತದೆ.
ಸ್ಲಿಟಿಂಗ್ ಕಟ್ಟರ್ಗಳು: ಉತ್ಪಾದನಾ ಘಟಕಗಳು ಮತ್ತು ಭಾಗಗಳಿಗಾಗಿ ಲೋಹದ ಹಾಳೆಗಳಿಂದ ಕಿರಿದಾದ ಪಟ್ಟಿಗಳನ್ನು ಕತ್ತರಿಸಲು ಬಳಸಲಾಗುತ್ತದೆ.
ಕೋಲ್ಡ್ ಫೋರ್ಜಿಂಗ್ ಡೈಸ್: ನಿಖರವಾದ ಆಯಾಮಗಳೊಂದಿಗೆ ಹೆಚ್ಚಿನ ಸಾಮರ್ಥ್ಯದ ಭಾಗಗಳನ್ನು ಉತ್ಪಾದಿಸಲು ಕೋಲ್ಡ್ ಫೋರ್ಜಿಂಗ್ ಪ್ರಕ್ರಿಯೆಗಳಲ್ಲಿ ಬಳಸಲಾಗುತ್ತದೆ.
ಪಂಚ್ ಮತ್ತು ಡೈಸ್: ಲೋಹದ ಪ್ಯಾಕೇಜಿಂಗ್ ವಸ್ತುಗಳನ್ನು ಕತ್ತರಿಸಿ ರೂಪಿಸಲು, ಹೆಚ್ಚಿನ ನಿಖರತೆ ಮತ್ತು ಪುನರಾವರ್ತನೀಯತೆಯನ್ನು ಖಾತ್ರಿಪಡಿಸುತ್ತದೆ.
ಕಾಂಪ್ಯಾಕ್ಷನ್ ಡೈಸ್: ಲೋಹದ ಪುಡಿಗಳನ್ನು ಅಪೇಕ್ಷಿತ ಆಕಾರಗಳಾಗಿ ಕಾಂಪ್ಯಾಕ್ಟ್ ಮಾಡಲು ಪುಡಿ ಲೋಹಶಾಸ್ತ್ರದಲ್ಲಿ ಬಳಸಲಾಗುತ್ತದೆ, ಇದು ಲೋಹದ ಪ್ಯಾಕೇಜಿಂಗ್ ಘಟಕಗಳನ್ನು ಉತ್ಪಾದಿಸಲು ನಿರ್ಣಾಯಕವಾಗಿದೆ.
ಖಾಲಿ ಸಾಯುತ್ತದೆ: ಪ್ಯಾಕೇಜಿಂಗ್ ಯಂತ್ರೋಪಕರಣಗಳಿಗಾಗಿ ಫ್ಲಾಟ್ ಮೆಟಲ್ ಘಟಕಗಳನ್ನು ಉತ್ಪಾದಿಸಲು ಖಾಲಿ ಕಾರ್ಯಾಚರಣೆಗಾಗಿ.
ಕೋಲ್ಡ್ ಹೊರತೆಗೆಯುವಿಕೆ ಸಾಯುತ್ತದೆ: ಎಲೆಕ್ಟ್ರಾನಿಕ್ ಸಾಧನಗಳಿಗೆ ಸಂಕೀರ್ಣ ಆಕಾರಗಳು ಮತ್ತು ಹೆಚ್ಚಿನ ಆಯಾಮದ ನಿಖರತೆಯೊಂದಿಗೆ ಲೋಹದ ಘಟಕಗಳನ್ನು ಉತ್ಪಾದಿಸಲು ಬಳಸಲಾಗುತ್ತದೆ.
ಡ್ರಾಯಿಂಗ್ ಡೈಸ್: ವಿದ್ಯುತ್ ಅನ್ವಯಿಕೆಗಳಲ್ಲಿ ಬಳಸುವ ಉತ್ತಮ ತಂತಿಗಳನ್ನು ತಯಾರಿಸಲು, ಸ್ಥಿರವಾದ ಗುಣಮಟ್ಟ ಮತ್ತು ಕಾರ್ಯಕ್ಷಮತೆಯನ್ನು ಖಾತ್ರಿಪಡಿಸುತ್ತದೆ.
ಥ್ರೆಡ್ ಕತ್ತರಿಸುವ ಸಾಧನಗಳು: ವಿದ್ಯುತ್ ಮತ್ತು ಎಲೆಕ್ಟ್ರಾನಿಕ್ ಸಾಧನಗಳಲ್ಲಿ ಬಳಸುವ ಥ್ರೆಡ್ ಘಟಕಗಳನ್ನು ಉತ್ಪಾದಿಸಲು ಅವಶ್ಯಕ.
ರೂಪಿಸುವ ಸಾಧನಗಳು: ವೈದ್ಯಕೀಯ ಸಾಧನಗಳು ಮತ್ತು ಇಂಪ್ಲಾಂಟ್ಗಳನ್ನು ತಯಾರಿಸಲು ನಿಖರ ಮತ್ತು ಬಾಳಿಕೆ ಬರುವ ರಚನೆ ಸಾಧನಗಳನ್ನು ತಯಾರಿಸಲು ಕೋಲ್ಡ್ ವರ್ಕ್ ಟೂಲ್ ಸ್ಟೀಲ್ ಅನ್ನು ಬಳಸಲಾಗುತ್ತದೆ.
ಕತ್ತರಿಸುವುದು ಮತ್ತು ಕತ್ತರಿಸುವುದು ಪರಿಕರಗಳು: ಹೆಚ್ಚಿನ-ನಿಖರವಾದ ವೈದ್ಯಕೀಯ ಘಟಕಗಳನ್ನು ಕತ್ತರಿಸಲು ಮತ್ತು ರೂಪಿಸುವಲ್ಲಿ ಬಳಸಿಕೊಳ್ಳುವುದು, ಸ್ವಚ್ cut ವಾದ ಕಡಿತ ಮತ್ತು ದೀರ್ಘ ಸಾಧನ ಜೀವನವನ್ನು ಖಾತ್ರಿಪಡಿಸುವುದು.
ಕಾಂಪ್ಯಾಕ್ಷನ್ ಡೈಸ್: ಹೆಚ್ಚಿನ ಶಕ್ತಿ ಮತ್ತು ನಿಖರತೆಯೊಂದಿಗೆ ವೈದ್ಯಕೀಯ ಸಾಧನಗಳಿಗೆ ಲೋಹದ ಭಾಗಗಳನ್ನು ತಯಾರಿಸಲು ಪುಡಿ ಲೋಹಶಾಸ್ತ್ರ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ ಬಳಸಲಾಗುತ್ತದೆ.
| ತಣ್ಣನೆಯ ಕೆಲಸ ಅಚ್ಚು ಉಕ್ಕು | |||||||||||
| ಇಲ್ಲ. | ದರ್ಜೆ | ರಾಸಾಯನಿಕ ಸಂಯೋಜನೆ (ಸಾಮೂಹಿಕ ಭಾಗ) / % | |||||||||
| C | ಒಂದು | ಎಮ್ಎನ್ | P | S | ಸಿ.ಆರ್. | W | ಮಾಲೆ | V | ಇತರರು | ||
| ≤ | |||||||||||
| 1 | ಸಿಆರ್ 12 | 2.00~
2.30 |
≤0.40 | ≤0.40 | 0.030 | 0.030 | 1.50~
13.00 |
CO≤1.00 | |||
| 2 | Cr12mo1v1 | 1.40~
1.60 |
≤0.60 | ≤0.60 | 0.030 | 0.030 | 11.00~
13.00 |
0.70~
1.20 |
0.5~
1.10 |
||
| 3 | Cr12mov | 1.45~
1.70 |
≤0.40 | ≤0.40 | 0.030 | 0.030 | 1.00~
12.50 |
0.40~
0.60 |
0.15~
0.30 |
||
| 4 | Cr5mo1v | 0.95~
1.05 |
≤0.50 | ≤1.00 | 0.030 | 0.030 | 4.75~
5.50 |
0.90~
1.40 |
0.15~
0.50 |
||
| 5 | 9mn2v | 0.85~
0.95 |
≤0.40 | 1.70~
2.00 |
0.030 | 0.030 | 0.10~
0.25 |
||||
| 6 | ಸಿಆರ್ಡಬ್ಲ್ಯೂಎಂಎನ್ | 0.90~
1.05 |
≤0.40 | 0.80~
1.10 |
0.030 | 0.030 | 0.90~
1.20 |
1.20~
1.60 |
ಎನ್ಬಿ:
0.20~ 0.35 |
||
| 7 | 9crwmn | 0.85~
0.95 |
≤0.40 | 0.90~
1.20 |
0.030 | 0.030 | 0.50~
0.80 |
0.50~
0.80 |
|||
| 8 | Cr4w2mov | 1.12~
1.25 |
0.40~
0.70 |
≤0.40 | 0.030 | 0.030 | 3.50~
4.00 |
1.90~
2.60 |
0.80~
1.20 |
0.80~
1.10 |
|
| 9 | 6cr4w3mo2vnb | 0.60~
0.70 |
≤0.40 | ≤0.40 | 0.030 | 0.030 | 3.80~
4.40 |
2.50~
3.50 |
1.80~
2.50 |
0.80~
1.20 |
|
| 10 | 6w6mo5cr4v | 0.55~
0.65 |
≤0.40 | ≤0.60 | 0.030 | 0.030 | 3.70~
4.30 |
6.00~
7.00 |
4.50~
5.50 |
0.70~
1.10 |
|
| 11 | 7crsimnmov | 0.65~
0.75 |
0.85~
1.15 |
0.65~
1.05 |
0.030 | 0.030 | 0.90~
1.20 |
0.20~
0.50 |
0.15~
0.30 |
||
| ತಣ್ಣನೆಯ ಕೆಲಸ ಅಚ್ಚು ಉಕ್ಕು | |||||
| ಇಲ್ಲ. | GB | ISO | ASTM | JIS | DIN |
| 1 | ಸಿಆರ್ 12 | 4957 (x210cr12) | D3 | SKD1 | 1.2080 |
| 2 | Cr12mo1v1 | 4957 (x155crmov12) -1 | D2 | SKD11 | 1.2379 |
| 3 | Cr5mo1v | A2 | SKS31 | 1.2344 | |